НОВОСТИ
Главная
Введение
Урок-1
Урок-2
Урок-3
Урок-4
Урок-5
Урок-6
Урок-7
Урок-8
Урок-9
Урок-10
Транзисторные УНЧ
Ламповые УНЧ-УМ
Мультивибратор
Схемы начинающим
Начинающим
Радио КВ - УКВ
Диоды
Стабилитроны
Маркировка
Резисторы-КонденсаторыДиоды
Стабилитроны
Транзисторы
Измерение напряжения
Проверка транзистора
Основы пайки
Изготов. печатных плат
Азбука коротких волн
Приемник прямого усил.
КВ-приемник начинающим
Светодиодное информ. табло на PIC контроллере
Программатор “ICProg 105”
Осваиваем LPT порт
Программирование LPT под DOS
Программирование LPT под Windows
Программирование LPT под WinNT
Вспомогательные программы
Радиолюбительский калькулятор
Онлайн расчет антенн
Рассчет КФ
Лабораторный БП
Форум
Связь с автором
ОСНОВЫ КАЧЕСТВЕННОЙ ПАЙКИ
Первое, что необходимо сделать - подготовить все необходимое для пайки радиодеталей: паяльник, подставку для паяльника, деревянный брусок, припой, флюс, плоскогубцы или пинцет, бокорезы. Перед пайкой паяльник нужно подготовить. Для этого, с помощью напильника нужно заточить жало паяльника под 45 градусов (особенно это касается нового паяльника, т.к. антинагарное покрытие жала нового паяльника, препятствует лужению жала паяльника, соответственно и забору припоя). После того как зачистили жало паяльника, включите его в сеть и когда он прогреется до температуры плавления припоя, есче раз слегка обработайте жало паяльника, напильником, до появления блеска на рабочей части жала, и сразу после этого коснитесь наконечником жала флюса, и припоя. На наконечнике жала должна остаться часть припоя, далее нужно только потереть наконечник жала паяльника рабочей поверхностью о подготовленный деревянный брусок. После этого паяльник можно считать подготовленным к дальнейшей работе. В процессе работы для поддержания жала паяльника в чистоте, время от времени протирайте жало паяльника ХБ тканью, сложенной в несколько слоев.
Перед пайкой радиодетали, ее следует подготовить. С помощью узких плоскогубцев или пинцета, согните выводы детали таким образом, чтобы они входили в отверстия платы (это называется формовкой выводов радиоэлементов). Полезно иметь специальное приспособление для формовки выводов деталей под определенные расстояния между монтажными отверстиями. Вставьте деталь в отверстия на плате. При этом следите за правильным размещением (полярностью - если таковая имеется) детали, например, диодов или электролитических конденсаторов. После этого слегка разведите выводы с противоположной стороны платы, чтобы деталь не выпадала из своего посадочного места. Не следует разводить выводы слишком сильно.Приступаем к пайки!
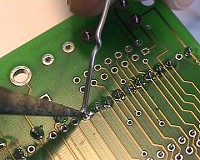
Расположив жало паяльника между выводом и платой, как изображено на рисунке, разогрейте место пайки. Время разогрева должно составлять не более 3-5 секунд, чтобы не вывести из строя деталь или плату.
Через 1-2 секунды поднесите припой к месту пайки. При касании припоем жала паяльника может брызнуть флюс. После того, как необходимое количество припоя расплавится, отведите проволоку от места пайки. Подержите жало паяльника в течение секунды у места пайки, чтобы припой равномерно распределился по месту пайки. После этого, не сдвигая деталь, уберите паяльник. Не сдвигая деталь, подождите несколько мгновений, пока место пайки не остынет окончательно.
Теперь можно отрезать излишки выводов с помощью бокорезов. При этом следите за тем, чтобы не повредить место пайки.
Критерии качественной пайки!
- Качественное место пайки соединяет контактную площадку и вывод детали и имеет гладкую и блестящую поверхность.
- Если место пайки имеет сферическую форму или имеет связь с соседними контактными площадками, разогрейте место пайки до расплавления припоя и удалите излишки припоя. На жале паяльника всегда остается небольшое количество припоя.
- Если место пайки имеет матовую поверхность и выглядит исцарапанным, то говорят о "холодной пайке". Разогрейте место пайки до расплавления припоя и дайте ему остыть, не сдвигая детали. При необходимости добавьте немного припоя. После этого можно удалить остатки флюса с платы с помощью подходящего растворителя. Эта операция не является обязательной - флюс может оставаться на плате. Он не мешает и ни в коем случае не влияет на функционирование схемы (для эстетики внешнего вида платы, лучьше конечно удалить остатки флюса).
Как правильно паять? На этот вопрос должны ответить представленные ниже параграфы. Они предназначены для начинающих радиолюбителей, ищущих нечто большее, чем просто теоретические знания.
Пайка свободных проводов
С самого первого примера приступим к практике. Необходимо соединить светодиод с ограничивающим сопротивлением и припаять к ним питающий кабель. Здесь не используются монтажные штифты, платы или другие вспомогательные элементы. Необходимо выполнить следующие операции.
1. Снять изоляцию с концов провода. Тонкие медные проводники абсолютно чисты, так как они были защищены изоляцией от кислорода и влажности.
2. Скрутить отдельные проводки жилы. Таким образом можно предотвратить их последующее разлохмачивание.
3. Залудить концы проводов. Во время лужения разогретое жало паяльника необходимо подвести к проводу одновременно с припоем. Провод необходимо хорошо разогреть, чтобы припой равномерно распределился по поверхности жгута. Легкое потирание жалом помогает распределению припоя по всей длине лужения.
4. Укоротить выводы светодиода и резистора и также залудить их. Хотя выводы и лудились при изготовлении радиоэлементов, но в процессе хранения на них мог образоваться тонкий слой окислов. После лужения поверхность вновь будет чистой. Если используются очень старые радиодетали, выпаянные из каких-либо плат, на них, как правило, сильно окислены. Выводы таких деталей перед лужением необходимо очистить от окислов, например, поскрести их ножом.
5. Удерживая соединяемые выводы параллельно друг другу, нанесите на них небольшое количество расплавленного припоя. Место пайки должно прогреваться быстро, расход припоя при этом - 2-3 мм (при диаметре 1,5 мм). Как только припой равномерно заполнит промежутки между соединяемыми выводами, необходимо быстро отвести паяльник. Место пайки должно оставаться в покое, пока припой не затвердеет полностью. Если детали сдвинутся раньше, то в пайке образуются микротрещины, снижающие механические и электрические свойства соединения.
Немного теории
Пайка - это соединение металлов с помощью другого, более легкоплавкого металла. В электронике, как правило, используют припой, содержащий 60% олова и 40% свинца (ПОС - 40, ПОС - 60), как вы сами догадались цифры в обозначении типа припоя, указывают на процентное содержание олова в составе припоя. Этот сплав плавится уже при 180 градусов по цельсию. Современные припои, используемые при пайке электронных схем, выпускаются в виде тонких трубочек, заполненных специальной смолой (канифолью), выполняющей функции флюса. Нагретый припой создает внутреннее соединение с такими металлами, как медь, латунь, серебро и т.д., если выполнены следующие условия:
- Поверхности подлежащих пайке деталей должны быть зачищены, то есть с них необходимо удалить образовавшиеся с течением времени пленки окислов.
- Деталь в месте пайки необходимо нагреть до температуры, превышающей температуру плавления припоя. Определенные трудности при этом возникают в случае болших поверхностей с хорошей теплопроводностью, поскольку мощности паяльника может не хватить для ее нагрева.
- Во время процесса пайки место пайки необходимо защитить от воздействия кислорода воздуха. Эту задачу выполняет флюс (канифоль), образующий защитную пленку над метом пайки. Флюс содержится в припое в виде тонкого сердечника. При расплавлении припоя он распределяется по поверхности жидкого металла.
Типичные ошибки начинающих и методы их исправления
- Начинающие монтажники касаются места пайки только кончиком жала паяльника. При этом к месту пайки подводится недостаточно тепла. Опытный монтажник обладает чувством оптимальной теплопередачи. Он прикладывает жало паяльника таким образом, чтобы между ним и местом пайки образовалась как можно большая площадь контакта. Кроме того, он очень быстро вводит между жалом и деталью немного припоя в качестве теплопроводника.
- Начинающие монтажники расплавляет немного припоя и с некоторой задержкой подводит его к месту пайки. При этом часть флюса испаряется, припой не имеет защитного слоя и на нем образуется оксидная пленка. Профессионал, напротив, всегда касается места пайки одновременно паяльником и припоем. При этом место пайки обволакивается каплей чистого расплава еще до того, как флюс успеет испариться.
- Начинающие монтажники часто не уверены, не перегрето ли место припоя. Они слишком рано отводят жало паяльника от места пайки, затем вынуждены опять подводить его для подогрева, вновь отводят, и т.д. Результатом является серое место пайки с неровными границами, так как соединяемые детали были нагреты недостаточно сильно, а сам процесс длился слишком долго и канифоль успел испариться. Мастер, напротив, нагревает место пайки быстро и интенсивно и завершает процесс резко и окончательно. Он вознаграждает себя гладкой, отливающей серебром поверхностью припоя.
Пайка радиодеталей в печатную плату требует меньших усилий, чем соединение свободных проводов, так как отверстия в плате служат хорошим фиксатором припаиваемой детали. Однако, и здесь результат зависит от опыта и удачи. Первая схема или первый проект, собираемый на макетной плате, скорее всего, завершится крахом еще на первых пропаянных точках, которые будут выглядеть так, как будто это сплошной проводник... Однако, после нескольких упражнений каждое соединение будет выглядеть все лучше и лучше.
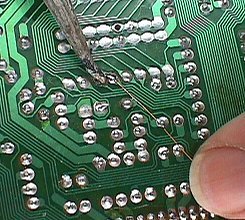
В нижеприведенном примере производится монтаж микросхемы в плату. Целью работы является выполнение равномерно хороших соединений. Итак, перейдем к описанию отдельных шагов:
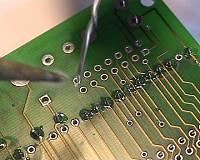
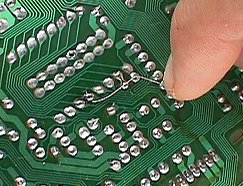
1. Припой и жало паяльника подводятся к монтажной точке одновременно. Жало паяльника должно касаться как обрабатываемого вывода, так и платы. 2. Положение жала паяльника не изменяется, пока припой не покроет равномерным слоем все место контакта. В зависимости от температуры паяльника это продолжается от полусекунды до секунды. За это время происходит достаточный нагрев места пайки. 3. Теперь жало паяльника следует обвести по полукругу вокруг обрабатываемого контакта, одновременно перемещая припой во встречном направлении. Таким образом на место пайки наносится еще около 1 мм припоя. Место пайки нагрето настолько, что расплавившийся припой под действием сил поверхностного натяжения равномерно распределяется по всей контактной площадке.
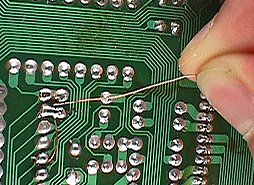
4. После того, как необходимое количество припоя нанесено на место пайки, можно отвести проволоку припоя от места пайки. 5. Последний шаг - быстрый отвод жала паяльника от места пайки. Пока еще жидкий и покрытый тонким слоем флюса припой обретает свою окончательную форму и застывает. Если жало паяльника имеет оптимальную температуру, весь процесс продолжается не более одной секунды. И после небольшой практики все точки пайки начнут походить друг на друга как две капли воды.
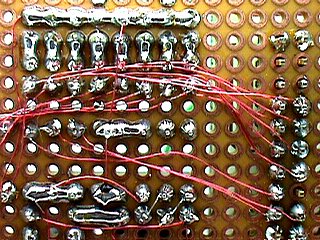
Техника соединения лакированным проводом
Существует два основных варианта сборки (экспериментальных) радиоэлектронных схем в домашних условиях: полосковые платы и растровые платы с выполнением соединений лакированным проводом. Техника соединений лакированным проводом годится также и для более крупных проектов. При этой технике тонкие лакированные проводники прокладываются между точками пайки. Лаковое покрытие отжигается в тех местах провода, где должна производиться пайка. Немного практики здесь отнюдь не повредит, поэтому проведем первые опыты выполнения соединений на старой ненужной плате. Итак, лакированный провод должен быть проложен между двумя имеющися точками пайки. Сначала припаивается один конец лакированного провода. В зависимости от температуры паяльника требуется от одной до трех секунд, пока лак не расплавится. Остатки оплавленного и выгоревшего лака налипают на жало паяльника, которое необходимо регулярно очищать и залуживать свежим припоем.
После этого конец провода припаивается в необходимое место. Затем провод протягивается ко второму месту пайки и огибается вокруг него таким образом, чтобы образовался острый угол, указывающий на место на проводе, которое будет припаиваться. Место отгиба припаивается в следующую очередь. Эта операция длится дольше вышеописанной, так как теперь приходится обрабатывать покрытый лаком участок, имеющий худшую теплопроводность по сравнению с чистым концом провода. Однако, и здесь с некоторой долей терпения и припоя можно расплавить лак и залудить провод на участке в несколько миллиметров.
Место отгиба припаивается в следующую очередь. Эта операция длится дольше вышеописанной, так как теперь приходится обрабатывать покрытый лаком участок, имеющий худшую теплопроводность по сравнению с чистым концом провода. Однако, и здесь с некоторой долей терпения и припоя можно расплавить лак и залудить провод на участке в несколько миллиметров. Кстати, может быть вы заметили, что вторая пайка выполнена не в той точке, где планировалось? При пайке жало паяльника дрогнуло и пайка произошла в соседней точке. Ничего страшного, ведь наше упражнение производилось на ненужной плате. Однако это доказывает, что прежде чем взяться за серьезный проект, следует хорошо усвоить технику выполнения основных операций. Вот и все что касается основных правил и навыков пайки. Данная статья, с некоторыми дополнениями и изменениями позаимствована на сайте http://fi-com.ru. Здесь так же можно найти дополнительную информацию и советы связанные с пайкой и монтажом.
Вверх | Главная